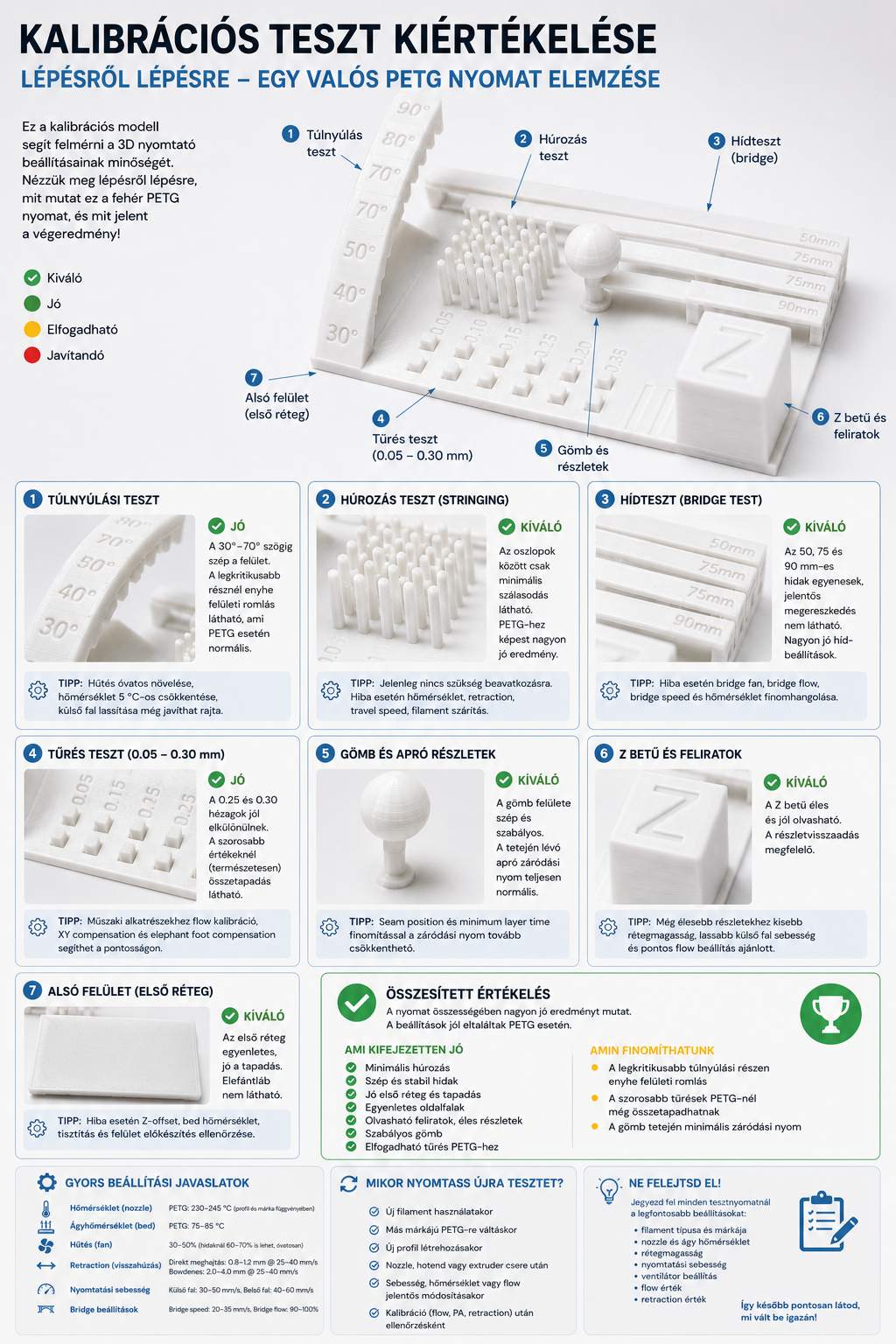
Egy kalibrációs tesztmodell sokkal többet mutat meg annál, mint hogy „sikerült-e” a nyomtatás. Segít megérteni, hogyan viselkedik a nyomtató túlnyúlásoknál, hidaknál, apró részleteknél, tűréseknél és hosszabb üresjárati mozgásoknál. Ebben a cikkben egy valós, fehér PETG-ből nyomtatott kalibrációs tárgyat értékelünk ki lépésről lépésre.
Fontos kiemelni: ez a nyomat alapvetően jól sikerült. A cél tehát nem az, hogy minden apró részletet hibának nevezzünk, hanem az, hogy megmutassuk, mit kell figyelni egy ilyen kalibrációs modellen, milyen eredmény számít jónak PETG esetén, és mikor érdemes beavatkozni a beállításokba.
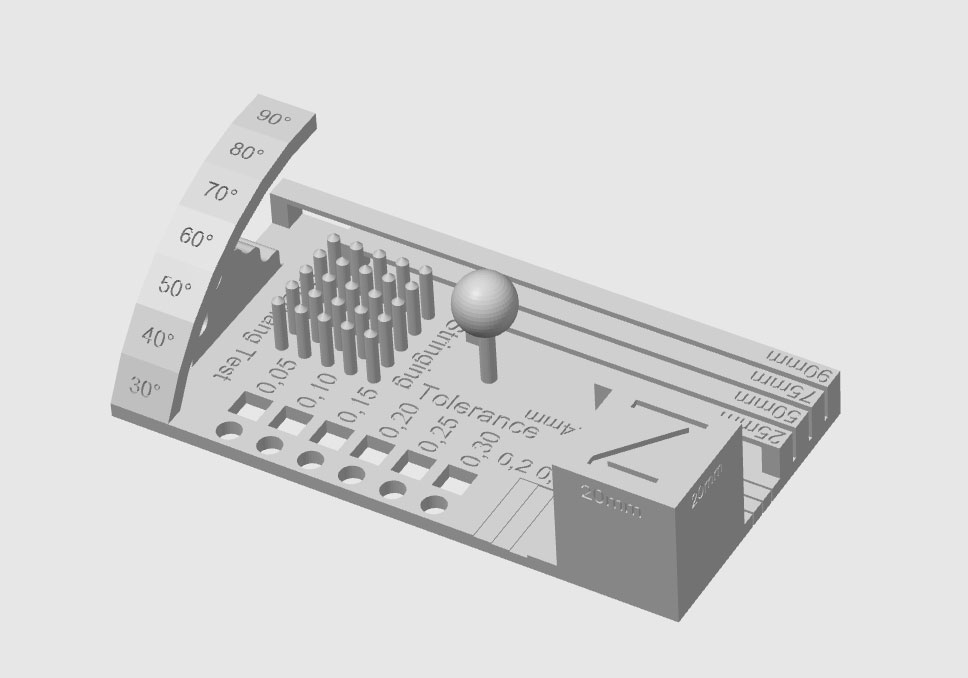
Mit vizsgál ez a kalibrációs modell?
A tesztmodell több különböző részből áll. Mindegyik más-más nyomtatási tulajdonságot mutat meg:
- túlnyúlási teszt: megmutatja, milyen szögig dolgozik szépen a nyomtató alátámasztás nélkül,
- húrozási teszt: az oszlopok között láthatóvá teszi a stringinget,
- tűrésvizsgálat: ellenőrzi, mennyire pontosan nyomtatja a gép a kis hézagokat,
- hídteszt: megmutatja, mennyire jól hidal át a nyomtató levegőben futó szakaszokat,
- gömb és apró részletek: a hűtés, varrat és finom részletesség vizsgálatára jó,
- Z betű és feliratok: az élességet és részletvisszaadást mutatják meg,
- alsó felület: az első réteg, tapadás és Z-offset ellenőrzésére alkalmas.
1. Húrozási teszt – mennyi szálasodás elfogadható PETG esetén?
A húrozás, vagy angolul stringing, akkor jelenik meg, amikor a nyomtatófej két pont között mozog, és közben vékony műanyagszálat húz maga után. PETG-nél ez különösen gyakori jelenség, mert az anyag hajlamosabb a szálasodásra, mint például a PLA.
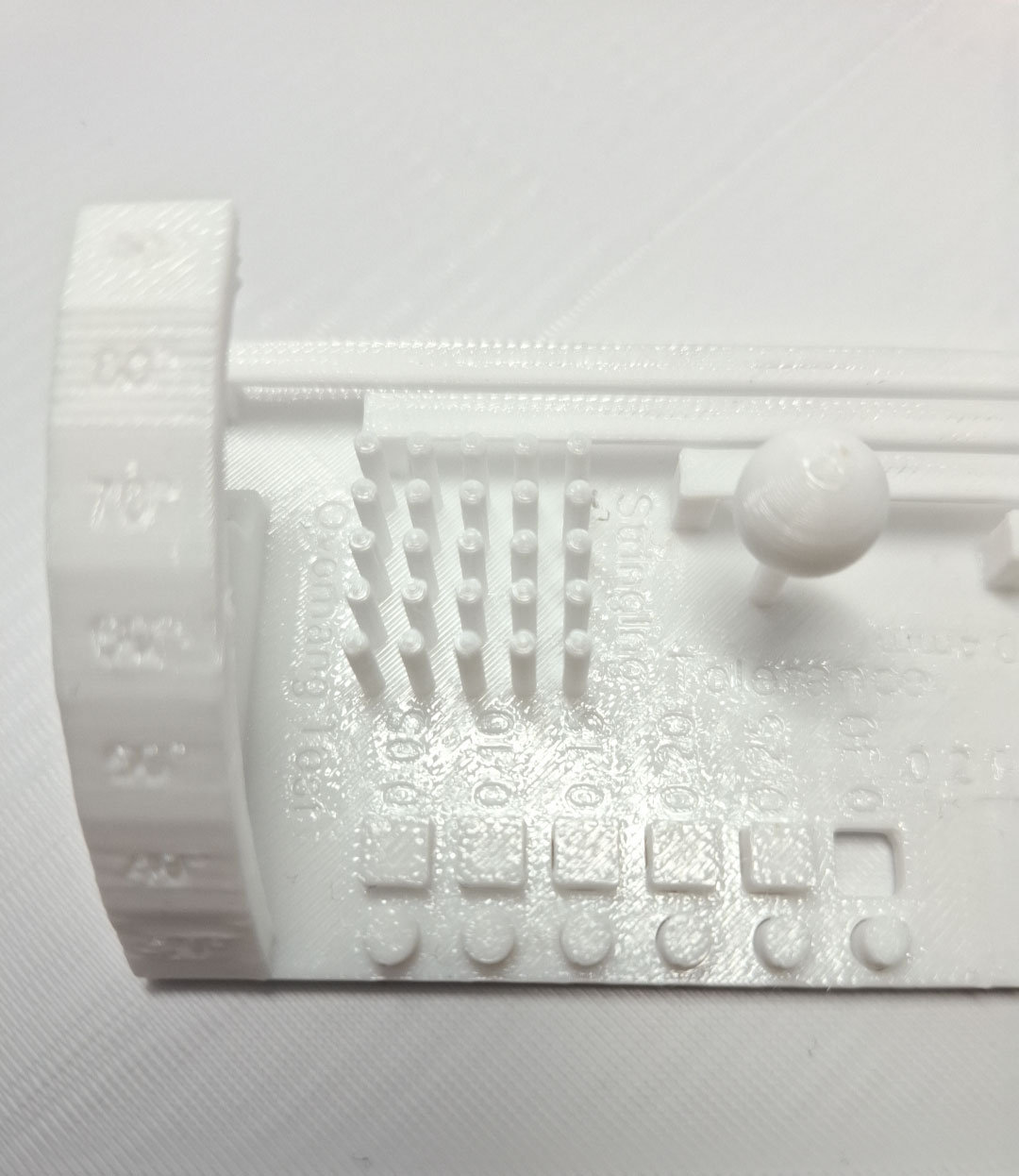
Ezen a nyomaton az oszlopok között nem látható jelentős húrozás. Néhány nagyon vékony szál előfordulhat, de ez PETG esetén teljesen elfogadható. Ez azt mutatja, hogy a hőmérséklet, a visszahúzás és a filament állapota alapvetően rendben van.
Milyen lenne a hibás eredmény?
Hibás vagy javítandó beállítás esetén az oszlopok között pókhálószerű, sűrű szálak jelennének meg. Ilyenkor a modell nehezen tisztítható, az apró részletek között anyagmaradványok maradnak, és a nyomat összképe rendezetlenné válik.
Mit lehet állítani, ha húrozás látható?
- Nozzle hőmérséklet: túl magas hőmérsékleten a PETG jobban folyik, ezért több szálat húzhat.
- Retraction / visszahúzás: ha kevés a visszahúzás, a nozzle-ben maradó anyag mozgás közben kicsoroghat.
- Travel speed: a gyorsabb üresjárati mozgás csökkentheti a szálhúzást.
- Filament szárítás: nedves PETG esetén gyakori a pattanás, szálasodás és felületi romlás.
Ebben az esetben nagyobb beavatkozás nem indokolt. A húrozási eredmény kifejezetten jó.
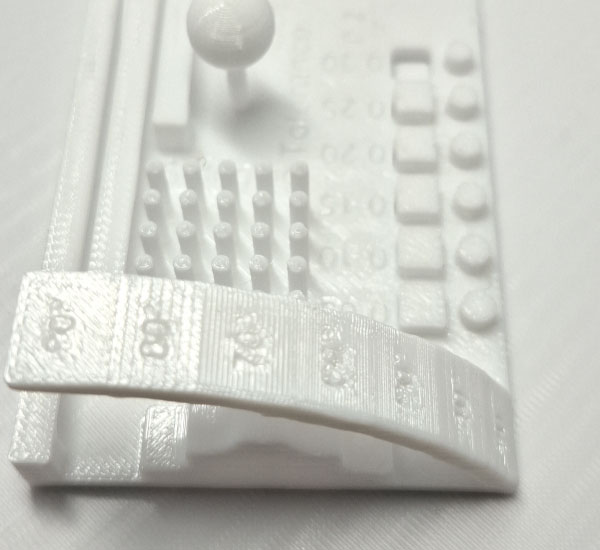
2. Túlnyúlási teszt – hogyan viselkedik a PETG alátámasztás nélkül?
A túlnyúlási teszt azt mutatja meg, milyen szögben képes a nyomtató alátámasztás nélkül dolgozni. Minél meredekebb a túlnyúlás, annál nehezebb dolga van a gépnek, mert az új réteg egyre kevésbé támaszkodik az alatta lévő rétegre.
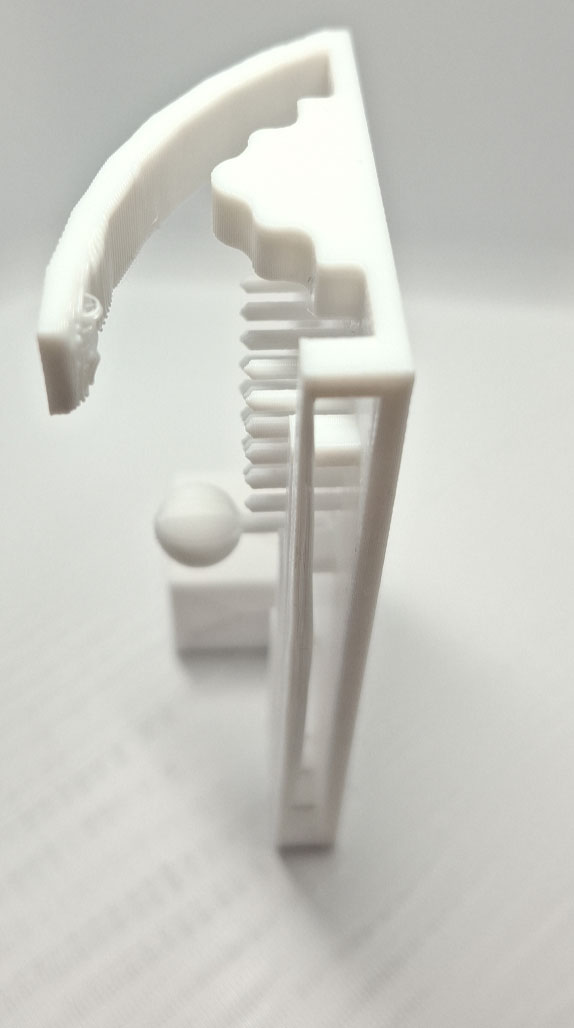
A képen jól látható, hogy a 30–70 fokos tartomány szépen nyomtatódott. A legvégén, a legnehezebb résznél már megjelenik némi felületi egyenetlenség, de PETG esetén ez teljesen normális. A PETG lassabban hűl, mint a PLA, ezért a nagyon erős túlnyúlásoknál hamarabb láthatóvá válhat az anyag enyhe megfolyása.
Milyen lenne a rossz túlnyúlás?
Rossz beállítás esetén az ív alsó része szálas, hullámos, lógó vagy darabos lenne. A rétegek nem támaszkodnának megfelelően egymásra, és a felület látványosan elkezdene lefelé deformálódni.
Mit lehet állítani, ha romlik a túlnyúlás?
- Ventilátor: PETG-nél óvatosan növelhető a hűtés, de túl sok hűtés ronthatja a rétegtapadást.
- Nyomtatási hőmérséklet: 5 °C-os lépésekben érdemes csökkenteni, ha a túlnyúlás megfolyik.
- Külső fal sebessége: lassabb külső fal szebb felületet adhat.
- Minimum layer time: kisebb részleteknél segít, ha több ideje van hűlni a rétegnek.
A jelenlegi nyomatnál a túlnyúlás jó eredményt mutat. Csak akkor érdemes állítani, ha kifejezetten sok alátámasztás nélküli, látványos felületet nyomtatsz PETG-ből.
3. Hídteszt – mennyire jól hidal át a nyomtató?
A hídteszt során a nyomtató úgy húz át anyagot két pont között, hogy alatta nincs támasz. Ez az egyik legjobb módja annak, hogy ellenőrizzük a hűtést, a hídsebességet és az anyag adagolását.
A képen a hidak PETG-hez képest kifejezetten szépen sikerültek. A hosszabb szakaszok sem lógnak jelentősen, az anyag nem szakadt meg, és nem alakult ki erős hullámosodás. Ez arra utal, hogy a bridge beállítások és a hűtés jól működnek.
Milyen lenne a hibás híd?
Ha a hídnyomtatás nem megfelelő, akkor a szálak erősen megereszkednek, lefelé lógnak, vagy akár el is szakadnak. A híd alsó felülete ilyenkor rendezetlen, szálas és hullámos lesz.
Mit lehet állítani hídhibánál?
- Bridge fan speed: PETG-nél óvatosan növelhető, de a túl erős hűtés gyengítheti a rétegtapadást.
- Bridge flow: ha túl sok anyag kerül a hídba, az könnyebben megereszkedik.
- Bridge speed: a túl lassú híd jobban lóg, a túl gyors pontatlan lehet.
- Nozzle hőmérséklet: túl magas hőmérsékletnél a PETG nehezebben tartja meg magát a levegőben.
A jelenlegi nyomat alapján a hídteszten nem szükséges jelentős módosítás.
4. Tűrésvizsgálat – mennyire pontos a nyomtatás?
A tűrésvizsgálat azt mutatja meg, mennyire képes a nyomtató kis hézagokat elkülöníteni. Ez különösen fontos akkor, ha illeszkedő alkatrészeket, pattintós részeket, csúszó elemeket vagy műszaki modelleket nyomtatsz.
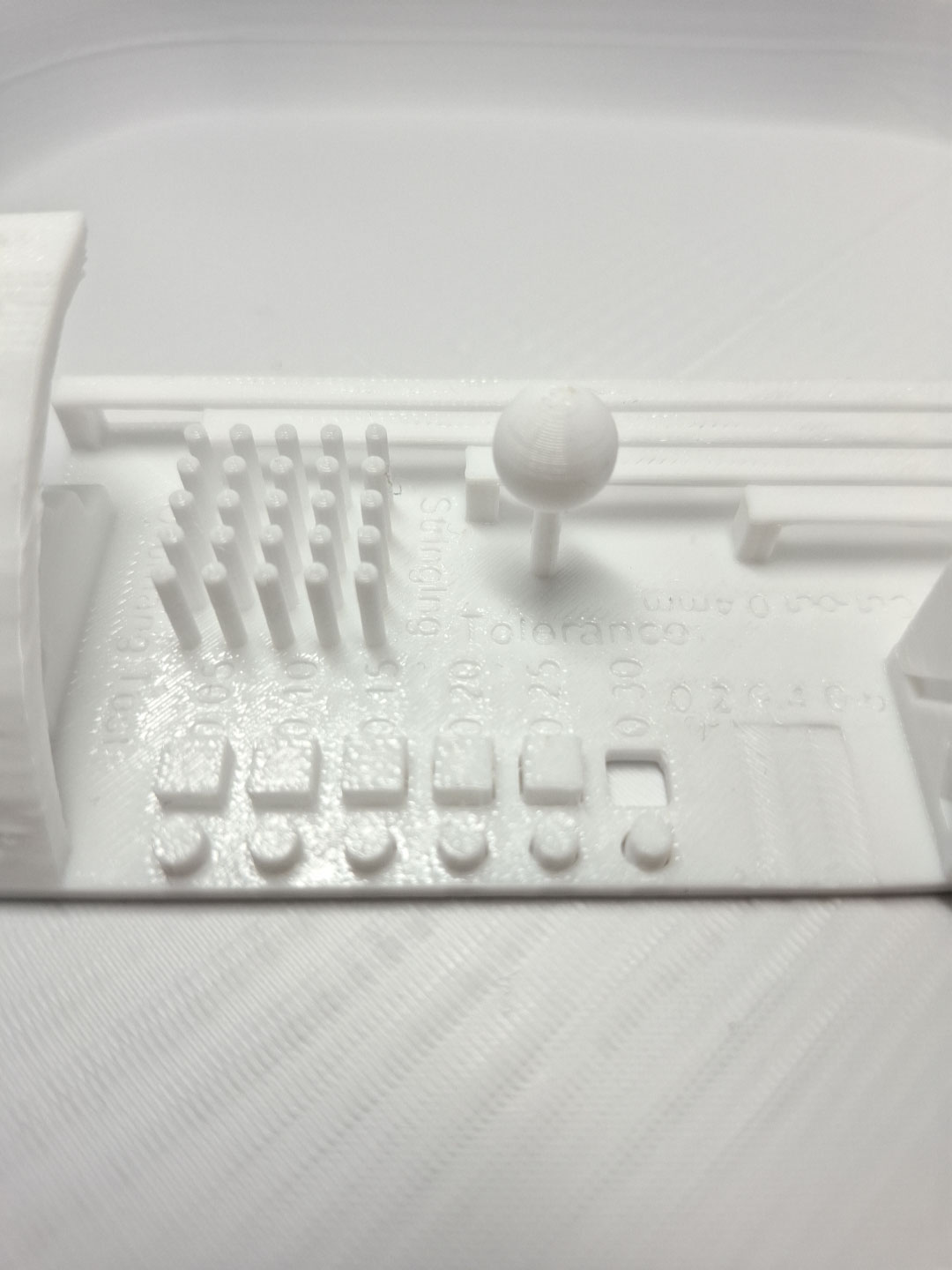
A képen látható tűréspróba alapján a 0,25–0,30 mm körüli részek jól értékelhetők. PETG esetén ez jó eredménynek számít. A 0,05–0,10 mm-es hézagok már nagyon szorosak, ezeknél sok nyomtatón teljesen természetes az összetapadás.
Hogyan értelmezd a tűréspróbát?
- 0,05 mm: rendkívül szoros, FDM nyomtatásnál gyakran összetapad.
- 0,10 mm: nagyon pontos gép és jól kalibrált flow kell hozzá.
- 0,15–0,20 mm: már használható tartomány, de PETG-nél még lehet szoros.
- 0,25–0,30 mm: általában jól használható illesztési tartomány PETG-hez.
Mit állíts, ha minden összeragad?
- Flow / extrusion multiplier: túl sok anyag esetén a hézagok beszűkülnek.
- XY compensation: segíthet pontosabb külső és belső méreteket elérni.
- Elephant foot compensation: ha főleg az alsó rétegeknél tapadnak össze az elemek.
- Hőmérséklet: túl magas hőn a PETG jobban szétterülhet.
A jelenlegi eredmény alapján a nyomtató méretpontossága PETG-hez megfelelő. Műszaki alkatrészekhez még finomítható, de általános nyomtatáshoz jó.
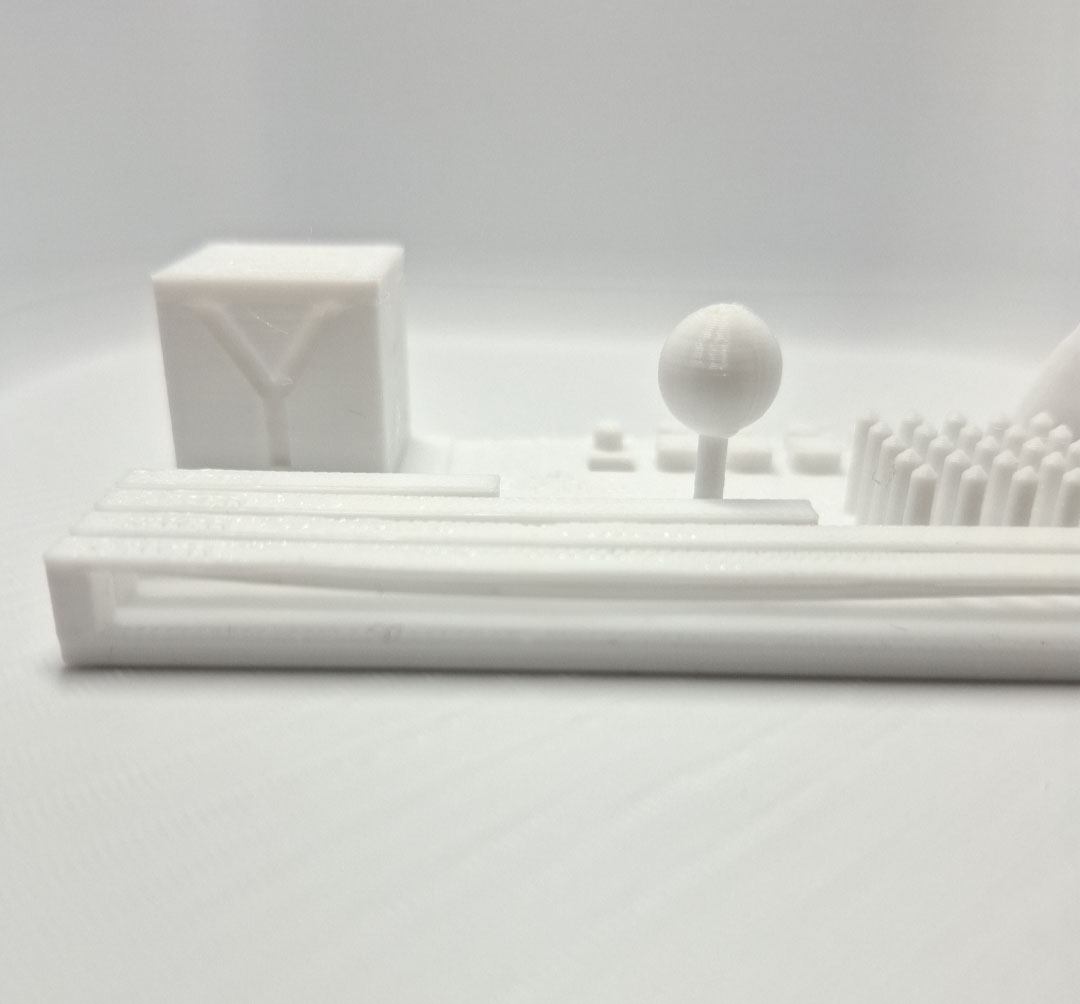
5. Gömb és kis részletek – varrat, hűtés és felület
A kis gömb azért hasznos tesztelem, mert a nyomtató folyamatosan változó ívet nyomtat. Itt könnyen láthatóvá válik a varrat, a rétegek záródása, a hűtés minősége és az apró felületi egyenetlenség.
A gömb ezen a nyomaton jól sikerült. A forma szabályos, nincs erős megfolyás vagy látványos deformáció. A tetején látható apró záródási nyom nem tekinthető komoly hibának, ez a legtöbb FDM nyomaton megjelenik.
Milyen hibák látszódhatnak a gömbön?
- erős dudor a tetején,
- elmosódott, megfolyt felület,
- látványos varratvonal,
- rétegek közötti hézag,
- túlzott hő miatti puha, torzult forma.
Mit lehet állítani?
- Seam position: a varrat helyének módosítása javíthatja a látványt.
- Minimum layer time: kis felületeknél segít a jobb hűlésben.
- Nozzle hőmérséklet: ha a gömb megfolyik, érdemes 5 °C-kal csökkenteni.
- Ventilátor: PETG-nél óvatos finomhangolást igényel.
6. Z betű és feliratok – részletvisszaadás
A modellen található Z betű és kisebb feliratok azt mutatják meg, hogy a nyomtató mennyire képes éles éleket, finom részleteket és olvasható formákat készíteni.
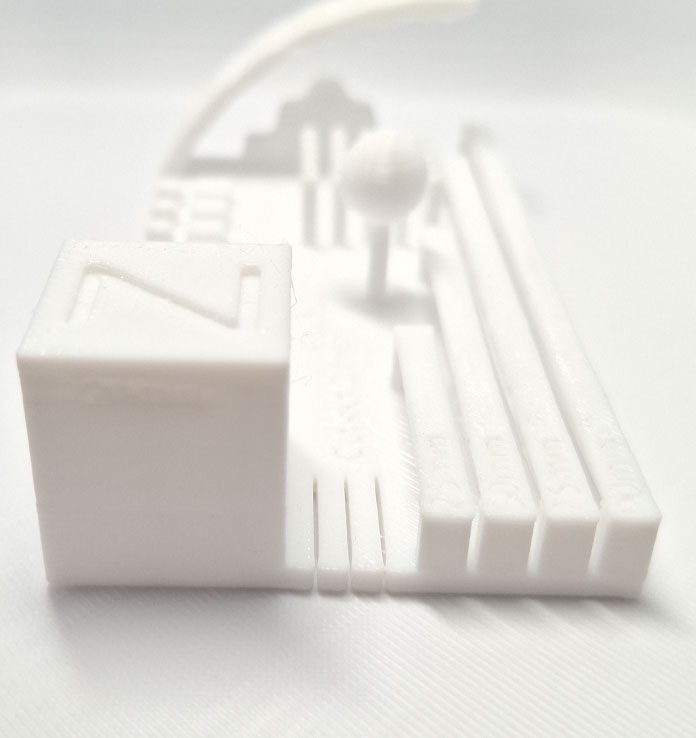
A Z betű jól olvasható, az élek nem mosódnak el. Ez azt jelzi, hogy a nyomtató nem dolgozik túl sok anyaggal, és a külső falak is megfelelően rajzolódnak ki. A PETG fényesebb felülete miatt a fotón egyes részletek kevésbé kontrasztosak, de a nyomaton a forma rendben van.
Ha a feliratok nem olvashatók
- csökkenteni kell a rétegmagasságot,
- lassítani lehet a külső fal sebességét,
- ellenőrizni kell a flow értéket,
- túl magas hőmérséklet esetén az apró részletek elmosódhatnak.
7. Rétegvonalak és oldalfalak
Az oldalfalak sokat elárulnak a nyomtató mechanikai állapotáról. Ha a falakon ismétlődő hullámzás, erős csíkozódás vagy rétegelcsúszás látható, akkor nem feltétlenül szeletelőbeállítás a gond, hanem mechanikai ellenőrzésre is szükség lehet.
A fotó alapján a rétegvonalak egyenletesek. Nincs látványos Z-wobble, nincs erős rétegelcsúszás, és az oldalfal nem mutat komoly mechanikai problémát. A rétegvonalak természetesen láthatók, de ez FDM nyomtatásnál normális.
Mit ellenőrizz, ha az oldalfal hibás?
- szíjak feszessége,
- fej vagy tárgyasztal lötyögése,
- Z orsó és vezetők állapota,
- túl magas gyorsulás vagy sebesség,
- nem megfelelő hőmérséklet.
8. Alsó felület és első réteg
Az alsó felület az első rétegről ad visszajelzést. Ez azért fontos, mert a rossz első réteg később méretpontossági hibát, tapadási gondot, elefántlábat vagy akár teljes nyomtatási hibát is okozhat.
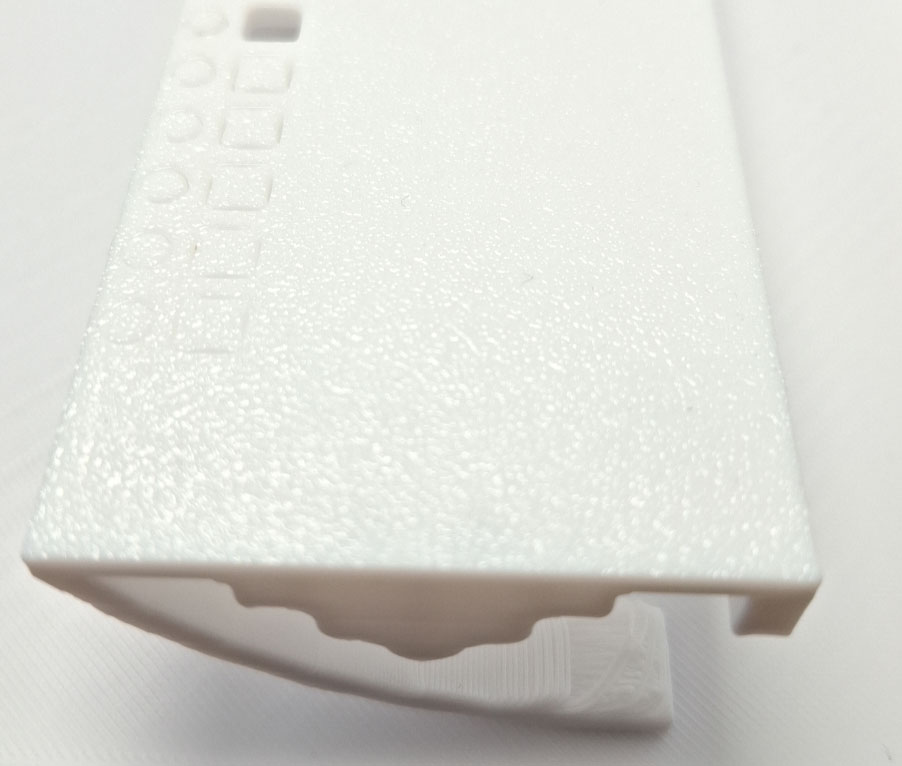
Az alsó felület szép és egyenletes. A tapadás megfelelő volt, nem látszik jelentős felválás vagy torzulás. Az első réteg nem tűnik túlzottan szétpréseltnek, így a Z-offset beállítása alapvetően jónak mondható.
Mit jelezhet az alsó felület?
- Túl lapos, szétkent vonalak: a nozzle túl közel van az asztalhoz.
- Szálak közötti rések: a nozzle túl messze van az asztaltól.
- Szétnyomott perem: elefántláb vagy túl magas ágyhőmérséklet.
- Felválás: gyenge tapadás, koszos lap vagy nem megfelelő hőmérséklet.
Összesített értékelés
Ez a fehér PETG kalibrációs nyomat összességében nagyon jó eredményt mutat. A nyomat nem tökéletes, de 3D nyomtatásban nem is az a cél, hogy mikroszkopikus szinten hibátlan legyen. A cél az, hogy a nyomtató stabilan, ismételhetően és az adott anyaghoz mérten jó minőségben dolgozzon.
Ami kifejezetten jól sikerült
- minimális húrozás PETG-hez képest,
- szép és stabil hídnyomtatás,
- jó első réteg,
- egyenletes oldalfalak,
- olvasható Z betű és részletek,
- szabályos gömbforma,
- elfogadható tűrés PETG anyaghoz.
Amin még lehetne finomítani
- a legkritikusabb túlnyúlási részen enyhe felületi romlás látható,
- a szorosabb tűrések PETG-nél még összetapadhatnak,
- a gömb tetején minimális záródási nyom látható.
Ezek azonban nem komoly hibák, inkább természetes FDM nyomtatási jelenségek.
Gyors beállítási útmutató
| Vizsgált rész | Jelenlegi eredmény | Beavatkozás szükséges? | Mit állíts, ha javítani szeretnél? |
|---|---|---|---|
| Húrozás | Nagyon kevés szál | Nem szükséges | Csak erős stringing esetén hőmérséklet, retraction, filament szárítás |
| Túlnyúlás | Jó, csak a végén enyhe romlás | Csak finomhangolás | Hűtés óvatos növelése, hőmérséklet csökkentése, külső fal lassítása |
| Hídteszt | Kifejezetten jó | Nem szükséges | Hiba esetén bridge flow, bridge speed, hűtés |
| Tűrés | PETG-hez jó | Műszaki alkatrésznél finomítható | Flow kalibráció, XY compensation, elephant foot compensation |
| Gömb | Szép, minimális záródási nyom | Nem szükséges | Seam position, minimum layer time, hőmérséklet finomhangolás |
| Első réteg | Egyenletes | Nem szükséges | Hiba esetén Z-offset, tárgyasztal tisztítás, bed hőmérséklet |
Mikor érdemes újra kalibrációs tesztet nyomtatni?
Egy ilyen teszt nem csak egyszer hasznos. Érdemes újranyomtatni, ha:
- új filamentet kezdesz használni,
- más márkájú PETG-re váltasz,
- új nyomtatási profilt állítasz be,
- nozzle-t cserélsz,
- hotendet vagy extrudert szerelsz,
- jelentősen módosítod a sebességet,
- flow vagy pressure advance kalibrációt végzel.
Ha több tesztnyomatot készítesz, mindig írd fel mellé a főbb beállításokat: anyag, hőmérséklet, rétegmagasság, sebesség, ventilátor, flow érték és retraction. Így később pontosan látni fogod, melyik változtatás javított vagy rontott az eredményen.
Összegzés
A bemutatott fehér PETG kalibrációs nyomat alapján a nyomtatóprofil jól beállított. A nyomat tiszta, a hidak stabilak, a húrozás minimális, az első réteg rendben van, a részletek jól kivehetők.
A legfontosabb tanulság, hogy a kalibrációs tesztet nem csak hibakeresésre érdemes használni. Ugyanilyen hasznos arra is, hogy megerősítse: az adott nyomtató, filament és szeletelőprofil együtt már jó eredményt ad.
PETG esetén ez a nyomat kifejezetten jó teljesítménynek számít. Aki hasonló eredményt kap, annak nem feltétlenül kell nagy beállítási változtatásokba kezdenie.
Inkább csak kisebb finomhangolásra lehet szükség, ha speciális, nagy pontosságú vagy sok túlnyúlást tartalmazó alkatrészeket szeretne nyomtatni.
Egy kis infografika a nyomtatáshoz